
 October 12, 2020
October 12, 2020
 David Andrews
David Andrews“Turn the faucet off while you’re brushing your teeth! You’re wasting water.”
Growing up, I heard these words often.
Turns out that same lesson from my mom many years ago applies to compressed air as well. Producing more compressed air than you need means you’re wasting money. Compressors are frequently one of the biggest users of electricity in an industrial setting. But while producing compressed air isn’t free, there are ways to help balance the compressed air your operation demands with the supply available.
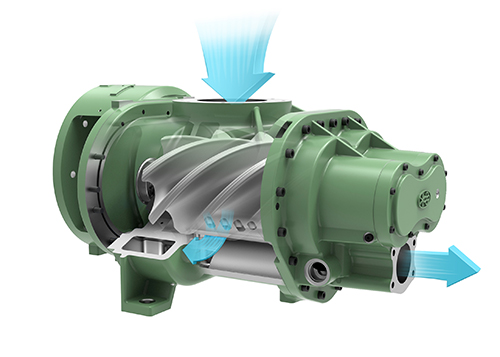
First, a few high-level concepts to understand the options. For simplicity, we are going to focus primarily on flooded rotary-screw compressors.
Fully Loaded – this can be compared to “full throttle” in an automobile. The compressor is essentially utilizing full power and producing the maximum amount of air it can. In a fully loaded state the sump is fully pressurized.
Part Load – when a compressor is operating at less than its full load capacity, this is considered part load. For most customers, part load performance is much more important than full load. Rarely does an operation continuously use all the available capacity of a compressor. Many factors affect part load efficiency. To fully understand part load efficiencies, performance (or power) curves can be developed showing energy usage at various flow rates.
Turndown – the turndown ratio refers to the effective operational range of a compressor. The design of a rotary screw compressor relies on pressure and temperatures to operate in specific ranges. Maintaining these ranges is critical to manage the competing forces of physics including rotor and housing expansion and bearing loads.
As noted above, operations continuously using a fully-loaded compressor are rare, especially as the size of the compressor increases. For this reason, it is important to understand options available to better match the compressed air supply available to the compressed air demand of your facility. And since full load is not common, understanding how to manage part load with effective turndown is critical. The closer you can match available supply to demand, the more cost-efficient your compressor operations are.
The most basic control method available is start/stop. Simply put, when additional air is not needed, power to the motor is stopped. When a need for air returns, the power is restarted. An easy way to picture this concept is a light switch. Flip it up – power goes through the lines and we have light. Flip it down – power is shut off and the lights go out. Start/Stop is appropriate only for operations without frequent on/off cycling, and typically smaller size compressor operations. If we consider our light switch analogy, repeated flipping on and off will lead to premature failure of the switch.
With inlet modulation, a reduction in demand is addressed by adjusting the inlet to reduce incoming airflow and, thus, pressure. This method provides limited capacity control due to system requirements needed to maintain appropriate operating pressures.
Variable displacement control allows the effective length of the compression chamber to grow and shrink based upon changes in air demand. This is accomplished through specially designed air ends which include bypass ports. Opening bypass ports shrinks the size of the compression chamber reducing the amount of air compressed while reducing energy consumed. The means of opening and closing these ports varies by compressor manufacturer but the principle works similarly.
To picture how lengthening or shortening the compression chamber works, consider a bicycle pump. When you pull the pump to its full length and push all the way down, you are using the full chamber. However, using short strokes on that same pump means you are shortening the compression chamber.
There are a number of different means to actuate variable displacement air ends. Two of the most common are rotating valves and poppet valves. A rotating valve works by gradually opening and closing bypass ports, providing a generally smooth power curve until reaching maximum turndown. Units utilizing a poppet valve create a “stairstep” power curve as the capacity changes.
Because variable displacement control is primarily focused on shortening and lengthening the effective compression chamber, these options are typically not affected by atmospheric conditions such as altitude and dirty environments.
With a variable speed drive (vsd), the motor speed automatically adjusts to increase or decrease compressed air production based upon changes in demand. This direct connection to the compressor motor means the most precise correlation of production to demand among available control methods. Using our earlier automobile analogy, the variable speed drive acts like smooth gas pedal operation – gradually increasing and decreasing speed.
Variable speed drives are electrical components and do require regular care to operate optimally, including cleaning cooling fans and heat sinks regularly. Additionally, variable speed drive performance can be impacted by dirty environments and altitude.
Additional control options are available when multiple compressors are utilized in a facility. Similar to individual compressor control, system controls can help manage multiple compressors in a fashion which optimizes energy efficiency.
With so many options, how do you decide the best choice for your facility? The best place to start is a comprehensive compressed air audit. These audits can help you identify solutions which will best optimize your compressed air operations. One deliverable from most audits is the opportunity to model different options in terms of compressor sizing and control methods. This allows you to make the best decision for your facility.
Then maybe you too can say, “Look mom – I’m saving money!”
Use the checkboxes to select the types of cookies you want to accept, then press the “Save Settings” button. View our Privacy Policy.


