
 October 21, 2024
October 21, 2024
 Hitachi Global Air Power
Hitachi Global Air PowerSelecting an air compressor for your facility presents a myriad of questions to answer. The wrong size compressor can operate at an inefficient part-load condition or lack capacity to meet the peak demand in your plant, potentially costing you plenty in both energy costs and down time.
When it comes sizing air compressors, there are often two parameters that immediately come to mind: capacity and pressure. To be certain, those must be properly specified for the application to be a successful one.
Another consideration is the role of the compressor in the system. Will it be a base-loaded compressor that always runs at full capacity, or is it intended to be a trim compressor, which will run at varying loads?
Selecting the trim compressor entails a host of decisions, not only determining the appropriate full load capacity but also its turn down capacity (how far below full load it can operate) and how the turn down capacity compares to the capacity(ies) of the existing base load air compressor(s). When weighing these considerations, it is not just the turn down capacity, but also the efficiency of the machine at the part load(s) at which it will operate.
The compressor selection comes down to a simple question; what is the best business decision for the organization? In most cases, the best business decision comes down to the lowest cost of ownership with the highest degree of reliability. Usually, for industrial air compressors, the primary component of the total cost of ownership is the cost of electrical power.
The U.S. Department of Energy Compressed Air Challenge estimates up to 80% of the ten-year total cost of ownership of an industrial air compressor is electrical power. Hence, the efficiency of the compressor, not only at full load, but at the partial load at which it may operate, become particularly important points of comparison not only between competing manufacturers, but between competing capacity control technologies.
As it turns out, there is a lot more to sizing a compressor than simply acfm (capacity) and psig (operating pressure). The good news is that there is a dependable and easily accessed source of information to help guide the decision-making process. Manufacturers participating in the Compressed Air and Gas Institute (CAGI) performance validation program publish data sheets that provide information including package power (kW), capacity (acfm), specific power (kW/100 cfm) and isentropic efficiency at full load. Additionally, for variable displacement and variable speed-controlled compressors, the package power, capacity, and specific power information is published for part-load conditions.
The data sheets are available on most manufacturer’s websites or can be accessed through links found on the CAGI website, cagi.org. Users can navigate to the CAGI Air Compressor Performance Verification and Testing Results page and access the participant directory.
Consider the application illustrated in Figure 1. The peak demand for the facility is between 2000 and 2100 scfm and it occurs 6.34% of the time. The compressed air system must be capable of meeting this demand. If this were an intermittent demand, the application of controlled storage would be appropriate. In this case, the demand is sustained, and the system must be capable of generating the stated capacity regularly.
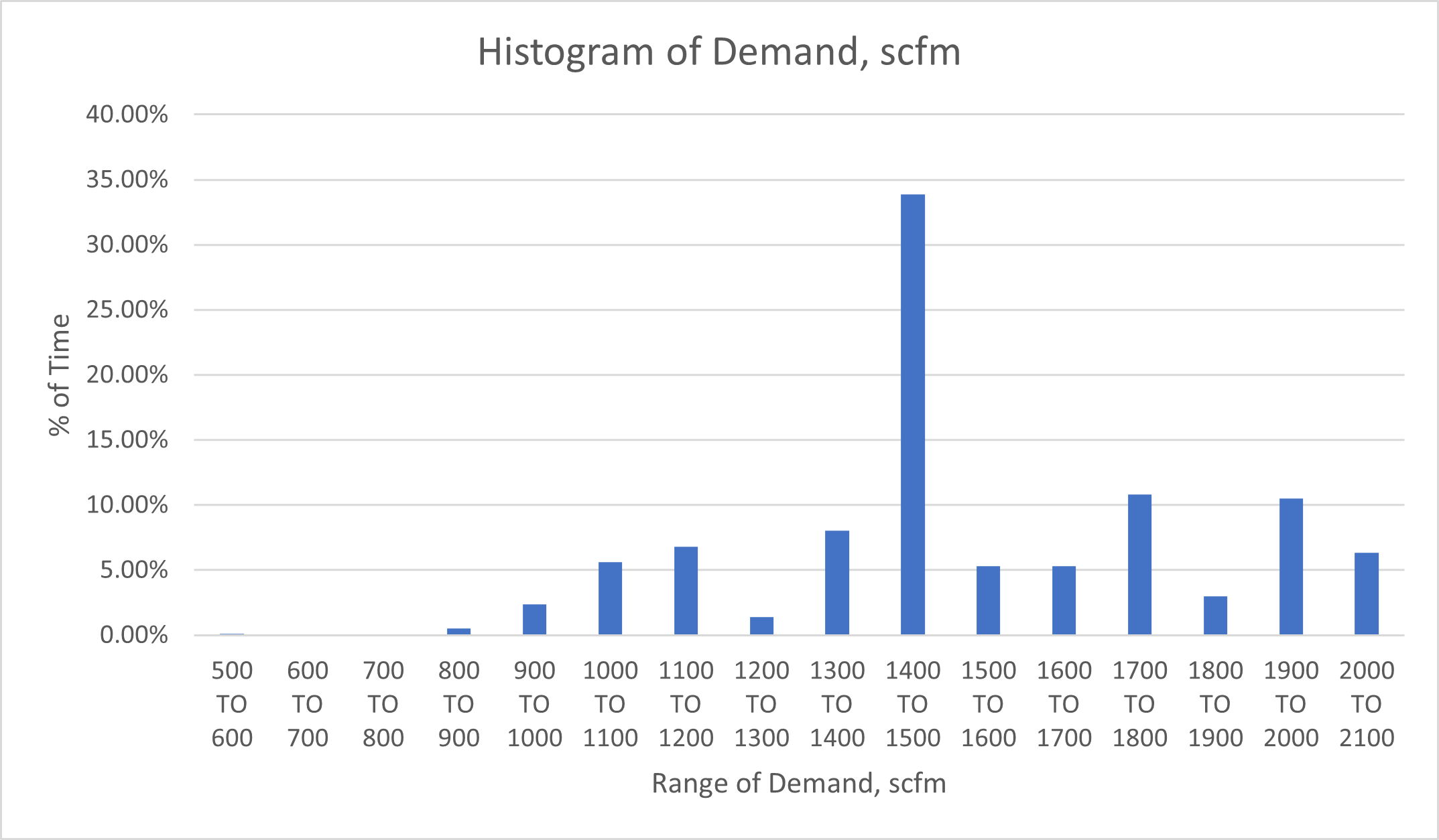
The application engineer must also consider the other ranges of demand because the plant operates at other demand levels for much of the time. Specifically, the range of 1400 to 1500 scfm must be given priority as the plant operates in that range of demand about one-third of the time, or 56 hours per week.
| Range of Demand (cfm) | % of Time |
|---|---|
| 500 to 600 | 0.12% |
| 600 to 700 | 0.01% |
| 700 to 800 | 0.01% |
| 800 to 900 | 0.49% |
| 900 to 1000 | 2.38% |
| 1000 to 1100 | 5.62% |
| 1100 to 1200 | 6.79% |
| 1200 to 1300 | 1.38% |
| 1300 to 1400 | 8.05% |
| 1400 to 1500 | 33.89% |
| 1500 to 1600 | 5.30% |
| 1600 to 1700 | 5.31% |
| 1700 to 1800 | 10.80% |
| 1800 to 1900 | 3.01% |
| 1900 to 2000 | 10.51% |
| 2000 to 2100 | 6.34% |
In this example, oil flooded rotary screw air compressors will be considered, but the philosophy would be applicable to oil free rotary screw compressors as well. The commonly applied approach to sizing compressors of providing a baseload, trim-load and back-up compressor will be used. This arrangement can be desirable as it represents N+1 redundancy to minimize the risk of unplanned downtime, while providing the lowest cost of acquisition among alternatives.
A commonly overlooked aspect of sizing a combination of air compressors is control gap. Control gap occurs when the demand for compressed air falls into a range where neither the variable speed drive (VSD) nor the fixed speed compressor or compressors can effectively meet the demand. The result is typically unstable plant pressure as the on-line compressor(s) seek to meet the demand which falls outside of the turn down range for the trim compressor.
In a two-compressor system, control gap can usually be avoided by selecting compressors where the turn down range of the trim compressor is greater than the capacity of the fixed speed (baseload) compressor. Control gap is typically associated with VSD controlled compressors but can be present with any capacity control technology.
For this application, a VSD trim compressor and a fixed speed base compressor will be selected to meet the demand profile. A back-up compressor will be selected to provide N+1 reliability.
The demand data provided in this example is shown in standard cubic feet per minute (scfm), while the compressor capacity data is shown in actual cubic feet per minute (acfm). The demand and capacity information must be expressed in consistent terms so that the compressors can be properly sized. For this example, the demand data will be converted to acfm.
In many applications, the end user will stipulate that the compressed air system must always provide a defined capacity at the specified pressure and air purity. Often, the capacity is expressed as scfm, and the design conditions (extreme summer and winter) are provided.
In the case of a rotary screw air compressor, the combined effects of altitude, temperature and humidity present in summer conditions result in the de-rating of the compressor capacity when the capacity is expressed as scfm instead of acfm. The relationship between acfm and scfm is provided below.

Where:
Substituting values into the equation:

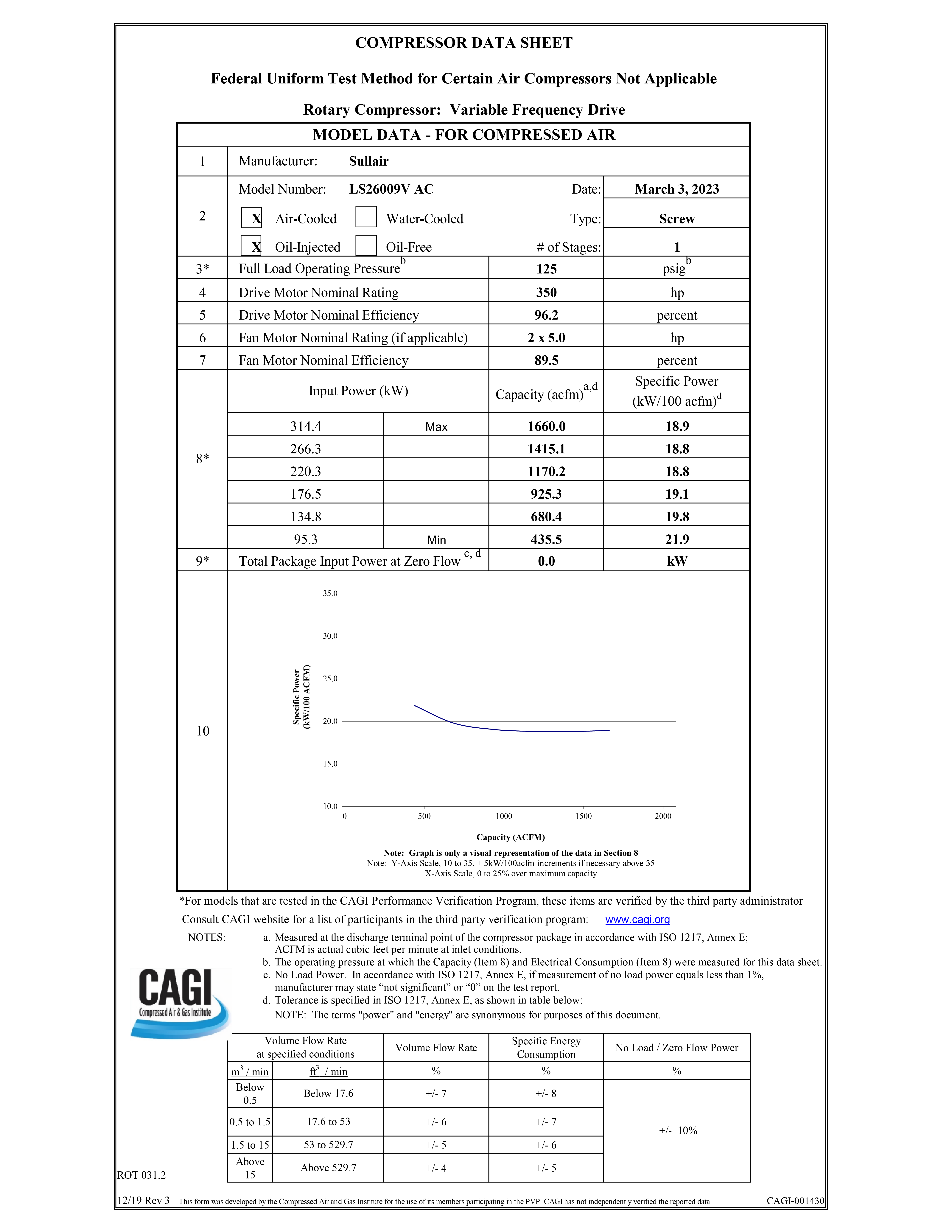
The CAGI data sheet shown in Figure 2A illustrates the full-load capacity of the compressor as 1660 acfm @ 125 psig. Also note that its turn down range is 1225 acfm (1660 acfm at full load — 435 acfm at minimum flow). A base load compressor complementing the trim compressor that provides a minimum capacity of 669 acfm is needed so that the compressor meets the total demand required by the plant.
This combination of compressors meets the identified criteria; the total capacity matches the required system capacity (when adjusted for summer operating conditions), and the turn down capacity of the variable speed compressor exceeds the capacity of the fixed speed compressor, so that the potential for control gap is mitigated.
Another point of interest is the efficiency of the VSD controlled compressor (Figure 2A). At the 1500 to 1600 scfm demand level (corrected to 1663 acfm for summer conditions) the VSD compressor is very near full load, representing an efficient operating point. Below this point, the VSD compressor will be on its control curve, where we can see that the specific power begins to increase (less efficient). However, the increase in package specific power is reasonable, such that at minimum flow, the specific power is 21.9 kW/100 cfm. What happens when the demand exceeds the capacity of the VSD controlled compressor? The fixed speed compressor comes on-line, and operates at full load, contributing its capacity to the plant demand. The VSD compressor output falls to 958 acfm, as it is reduced by an amount equal to the capacity of the fixed speed compressor (702 acfm) (Figure 2B). The reduced output of the VSD air compressor falls at a location on the control curve that is slightly more efficient than the full load specific power for the compressor.
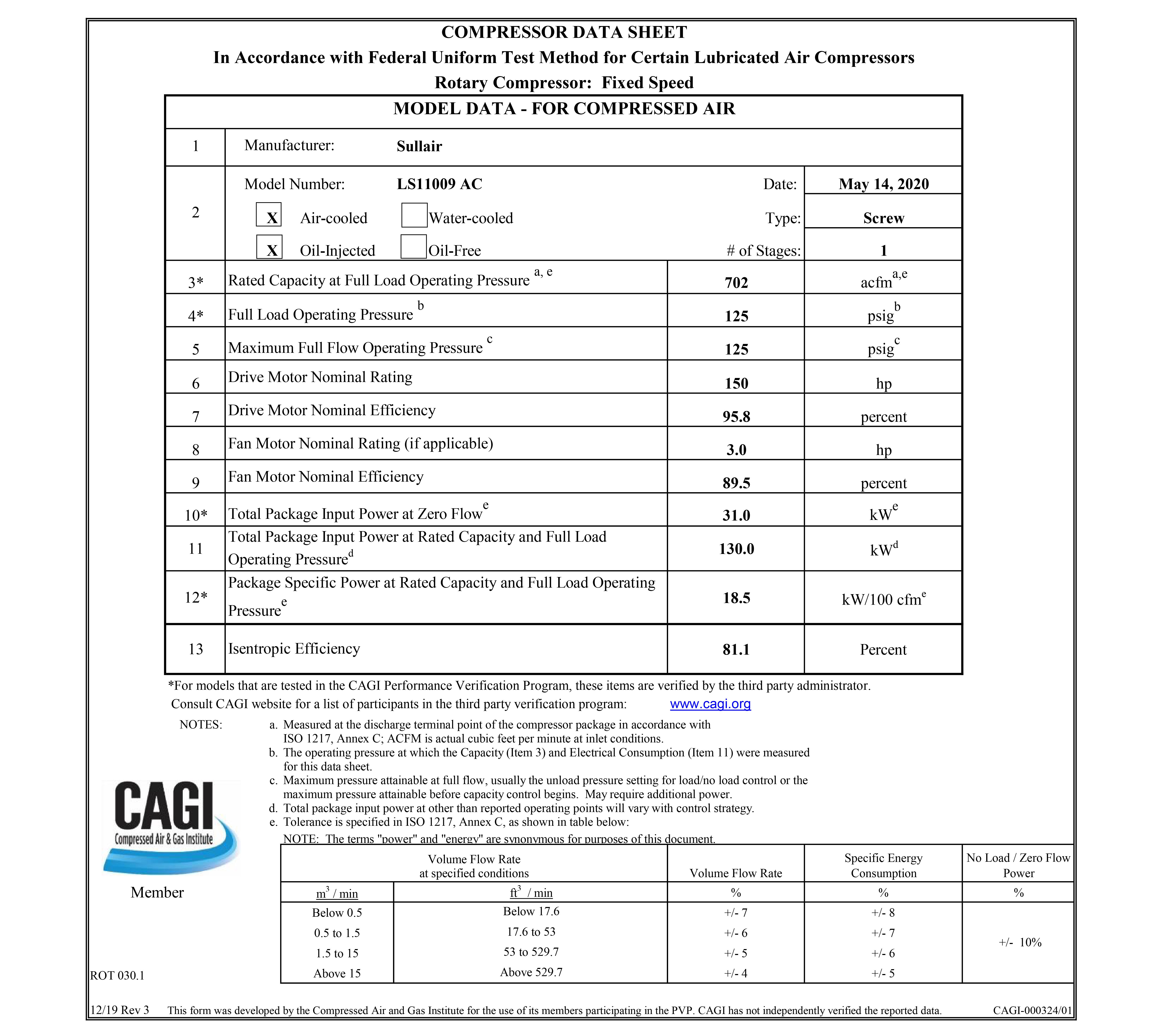
In this scenario, the capacity of the back-up air compressor would need to be equivalent to that of the VSD controlled compressor, as it is the largest in the system.
With the technology available today in many of the on-board microprocessor controls, two VSD controlled compressors of equal capacity could be selected and operated in a load-sharing arrangement, where they modulate together to meet the varying demand. Fewer, smaller compressors often represent larger initial and maintenance costs, however.
It would appear the specifier has completed the analysis and is ready to place the purchase order for the compressors. Perhaps he or she is, or perhaps he or she has overlooked an important consideration: dryer purge loss.
If the plant is using regenerative compressed air dryers, the purge rate contributes to the total demand. It is also important to remember that most manufacturers state the average purge rate on their equipment specifications. The instantaneous purge rate can be higher. It is important to have a clear understanding of the dryer operation and its National Electrical Manufacturers Association (NEMA) purge cycle to accurately determine the demand associated with the dryers.
One last thought about sizing a compressor, or more appropriately, about selecting a compressor. An industrial air compressor, if properly maintained, should last ten years or more. Often, the compressor distributor will provide maintenance and service for the life of the compressor (and the associated equipment). Considering the capabilities of the service provider is an important part of the selection process. It is so important that the Compressed Air Challenge Best Practices for Compressed Air Systems includes an entire chapter on the topic, “Guidelines for Selecting a Compressed Air System Service Provider.” A trusted service team can ensure your perfectly sized compressed air system performs optimally - and reliably.
In the end, many factors should be considered when sizing a compressed air system, not just capacity and pressure. Properly analyzing all variables — VSD, base load, control gap, dryer purge, and maintenance — will result in the most efficient and reliable system for your operation.
Use the checkboxes to select the types of cookies you want to accept, then press the “Save Settings” button. View our Privacy Policy.


